

 العربية
العربية Español
Español Русский
Русский English
English

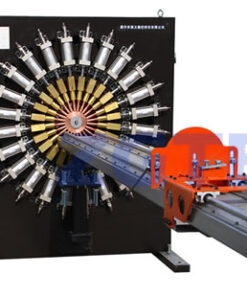
可选模型
FM-NC26,FM-NC42
技术参数
| 外形尺寸 | W:550xL:450×H:1100MM |
| 重量 | 百公斤 |
| 频率 | 15KHZ |
| 空气压缩机 | 1HP,1-8巴 |
| 功率 | 220V / 2600W |
安装
将每个1米的空间留给机器,然后调整水平平衡的机器。
操作
1.准备操作
(1)将手动/自动按钮设置为手动状态。
(2)在机器上安装超声波模具。(步骤2之前,必须确保螺丝和超声波模具处于紧固状态,安装在机器上时,必须使用相应的扳手拧紧模具和机器)
2.超声波检测
按下OSC.CHECK按钮(2〜3秒),观察电流表和过载指示灯。如果电流表显示三个小格子,过载指示灯不亮,机器正常。如果电流过大,过载指示灯亮。遵循以下步骤:
(1)。必须确保螺丝和模具,模具和机器发生器拧紧。
(2)打开电箱左门,轻轻转动左侧第一颗螺丝,开始声波检测。过载指示灯不亮时,电流表显示三个小格子,模具正常。
3.焊接操作
(1)在手动状态下打开绿色按钮。当机器下降时,调整相应的头部高度,使下模的工作面与超声上模的工作面完全紧密接触。
(2)按红色按钮自动复位机器。
(3)调整空气压力至0.3MPA,延迟时间为100,焊接时间为040,固化时间为090。
(4)将产品放置在下模上,将机器面板上的手动状态转为自动状态,开始焊接操作。(注意:在模具调试过程中,保持手动状态,切勿转入自动状态,只能在焊接过程中转换到自动状态,而在生产过程中,如果模具间没有焊接产品,否则超声波发射机会发出超声波,导致机器发生故障,损坏模具,请务必注意告知操作人员)在焊接过程中,如果产品过度焊接,重置将焊接时间缩短到一个较小的数量。焊接不牢固时,相应增加焊接时间,但不超过300。
4.注意
更换超声波模具时,机器必须转到手动状态。然后从顺时针方向卸下模具,不要破坏模具。其他的组装必须严格按照上述步骤,逐步组装和调试完成。
保养
1,设备上没有杂物,设备表面和焊头应保持清洁。
2,操作人员应严格按照标准操作程序进行生产操作,严禁随意操作。
3.设备的电路必须可靠接地,以保护人身安全。
超声波发生器后部应保持4.150mm的距离,以保持电气设备的正常运行。
5,气源处理器应安装空气压缩装置,以保证气源的清洁和干燥,进一步延长气动元件的使用寿命。
6.打开设备后,在接触器的后部,应排出冷却空气,避免接触器损坏。7.焊头,下模和工作台应保持清洁。
8,挥舞头向下时,焊接速度不宜太快。
9.升降螺杆和运动部件应定期涂抹油脂并保持清洁。
10.定期检查电缆接头是否松动。
11.定期清洁压缩空气源处理器。
12.检查设备运行过程中是否有异响。
13.检查设备是否有损坏或缺少部件。
严禁设备运行故障。
15.照顾机器,不要残酷的操作。
16.禁止使用硬质材料(如钢)与模具表面或撞击模具接触。如果需要采取类似的行动,请使用铜线或其他软件工具。
17.设备运行异常,请及时停机并及时报告。
18.制定有关设备维修检查记录,记录全部检查和维修。
维护和检查包括:
- 日常检查包括: 1)压缩空气干净,干燥。2)超声波发生器运行正常。3)挥舞头上下的速度是稳定的。4)高度调节杆和气动杆上无油污。5)设备整体清洁,润滑正常。6)设备运行是否有异响。7)设备周围没有碎片。8)压力表的显示是正常的。
- 定期检查包括: 1)超声波发生器的冷却效果。2)润滑部件的操作。3)电器和电路的使用情况。4)紧固件上的螺丝和螺母没有松动。5)设备接地良好。6)零件是否有损坏或缺失。7)为所有润滑部件供油。8)设备运行过程中是否有异响。9)用于空气清洁和压缩的空气源处理器。






评价
目前还没有评价